





 扫一扫
扫一扫

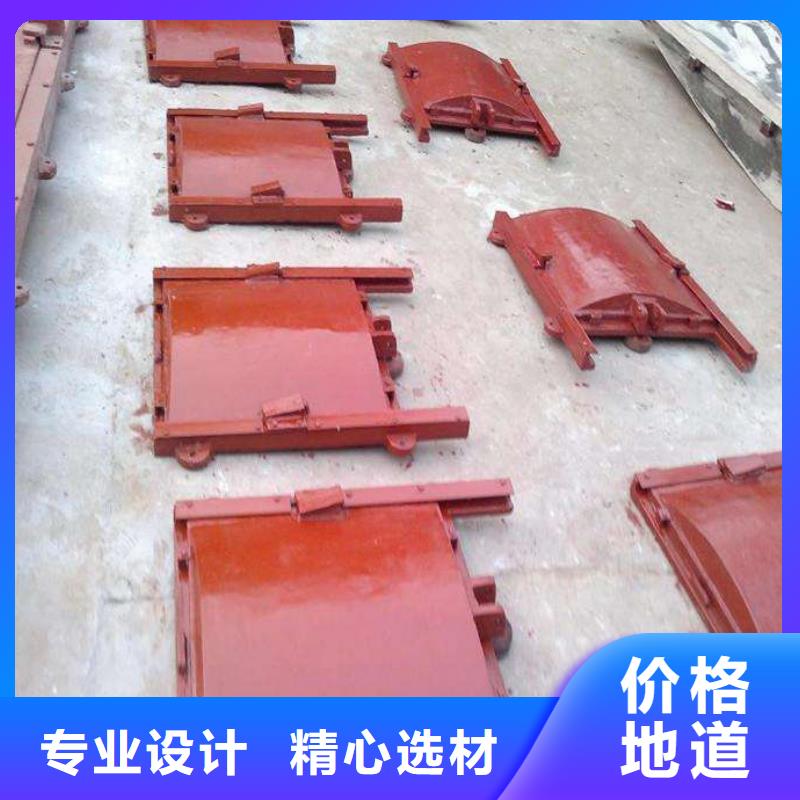
启闭形式 手电两用 启闭力 3t 启闭机型号 QSD-3 电机功率 1.1KW 电机防护等级 IP55 电机绝缘等级 F 适用电源 3相380V 工作制 间歇运行 二、主要结构及工作原理 铸铁镶铜闸门主要由门框、门体、导轨、楔紧装置、密封面等部件组成。 1、主要结构 (1)、门框由优质铸铁材料整体浇铸而成,门框两侧自带导槽,精加工之后作门体升降的导轨。门框平面经龙门刨及立车精加工并分别加工一道槽,以便镶入青铜密封面。 (2)、 门体为整体铸造的方形平板,并在迎水面自带“#”字形的加强筋,加强筋的数量视闸门规格大小而定,一般间距为250~350mm之间。门体平面精加工并带有镶铜条的槽,以便镶入青铜密封面,门体两侧精加工与门框侧槽配合,形成上下滑轨。门体上端设有吊耳,门体与吊耳的两接触面精加工之后用螺栓固定。吊耳的受力点靠近门体中心线,吊耳的销轴孔用镗床加工。为减少门体上下运行时的摩擦力,导轨和门框连接的接触部位精加工,用螺栓联接,并设有定位销防止错位。 (3)、门体、门框按 工作水头设计,其抗拉、抗压、抗剪强度的系数为5,传动丝杆的导向支撑间距与丝杆半径之比(柔度)不大于200。 (4)、门体、门框在厚度上留出2mm的腐蚀裕度,门体与门框导向槽间隙小于1.6mm。 (5)、 导轨用铸铁制作,导轨面加工成与门框一样的槽,并在平面上镶入青铜,减少门体上下运行时的摩擦力。导轨和门框连接的接触部位精加工,用螺栓联接,并设有定位销防止错位。 (6)、楔紧装置:为达到闸门的止水效果,闸门两侧设置楔块。楔块用锡青铜制成,用螺栓分别与门体和门框上的楔座固定,楔座铣成长孔,便于楔块的调整。当闸门的某一处止水效果不好时可局部调整楔块,当门体未关到位时或已到位而楔块尚未楔紧时,需调整全部楔块。 (7)、密封面:闸门的密封由侧向与底部、顶部四面组成,四周密封采用门框圆形铜合金密封条紧密贴合门板的结构形式,利用门体关闭时与之接触达到密封效果,在结构设计上保证整体密封良好。密封条采用铜合金经精密加工,密封条便于安装和更换。门板和门框的密封面采用轧制或挤压的铜合金条制成并经精密加工牢固地安装在经加工的门框及门板的槽中(密封座分别镶在经机加工的闸框和闸板上,用与密封座相同材料制作的沉头螺钉紧固,螺钉头部与密封座工作面一起精加工,其表面粗糙度不大于3.2μm,以保证在门框与门板的使用期间保持原位、不变形、不松动。门框和门板上经加工的凹槽在安装密封条之前涂一层防水粘接剂,以保证水密性。密封工作表面无划痕、裂纹和气孔等缺陷。闸门设置有可以调节的楔紧装置和强制密封装置,保证闸门关闭时,闸板与闸框的密封面紧密接触,闸框密封座与闸板密封座间隙小于0.1mm,闸板与闸框导向槽间隙小于1.6mm。密封座采用铜合金精密加工。 (8)、 丝杆由圆钢制成梯形螺纹,其精度达到7e级标准,螺纹长度比门体行程高度加长200mm,阀杆按 工作开闭力设计,其抗拉、抗压、抗剪强度的系数为不小于5,闸门处于关闭位置时,螺纹超出启闭机螺母50mm,丝杆总长度超过5000mm时,需作分段加工,其接头采用圆钢加工成内圆孔,并用圆钢铰制螺栓将丝杆和接头固定。接头用固定工装加工,可与相同规格的丝杆互换配合。丝杆总长度超过4000mm时,需增设轴导架,轴导架由铸铁衬套管安装在铸铁托架上组成,铸铁托架固定在池壁上,导管与托架都可在两个方向进行调节,丝杆下部焊有圆钢销套,用销轴与门体相连。 (9)轴导架:轴导架由铸铁衬套管安装在铸铁托架上组成,铸铁托架固定在池壁上,导管与托架可在两个方向进行调节,稳固丝杆的正常运行。 (10)、所有铸铁部件经过时效处理或高温回火处理,重要零部件采用树脂砂造型工艺。 (11)闸门的安装方式采用预埋钢板安装方式,预埋钢板与安装螺栓焊接后进行二次浇灌,使整个闸门安装牢固,不会预埋钢板处产生漏水现象。 (12) 闸门安装在墙壁上,为附壁式安装形式。门板一般设于迎水面,


耀禹水利机械厂(蕲春县分公司)是一家集 底轴液压闸门研发、生产、销售和技术服务为一体的高新企业。公司拥有科学、完整的质量管理体系,高精度的 底轴液压闸门生产设备和认真负责的员工,主要生产销售 底轴液压闸门,适用领域较广。公司秉承“诚实守信,品质为先”的文化理念,高质价比的 底轴液压闸门产品、丰富的实践经验和完整的系统解决方案、服务于客户需求。欢迎各界朋友莅临参观、指导和业务洽谈。



型式检验
有下列情况之一时可在闸孔尺寸300-600mm、700-1500mm、1600-2000mm和2100-3000mm范围内任选一种进行型式试验:a. 新产品试制时;b. 老产品转厂生产的试制定型鉴定;c. 如结构、材料和工艺有较大改变,可能影响性能时;d. 正常生产时,两年检验一次; e. 产品长期停产后,恢复生产时。 型式检验项目 (1) 作门板挠度测定,应符合要求。 (2) 作全压泄漏试验.应符合要求。 标志 闸门的标志可直接在门板的背部铸造凸字或钉铭牌,其内容应包括制造厂名或厂标、闸门规格和工作水头等字样。 @包装、运输及贮存 闸门在检验合格后,应表面的油污赃物和存留的水分。 在装运和贮存期内闸门应处于关闭状态,螺杆或螺纹部应涂油脂包扎,以防锈蚀和损坏。 闸门的发运方式由供需双方协商确定。包装应符合YB 3214规定,必须使闸门及附件固定,保证在运输途中不致因包装不慎而损坏。闸孔在600mm以上时,需用螺栓紧固或者紧固在一块滑座上,以便吊装。 出厂闸门应附有产品合格证、产品使用说明书及装箱单。 产品合格证应包括下列内容: a. 制造厂名和出厂日期;b. 产品名称、型号及规格;c. 工作水头;d. 依据标准、检验结果和检验日期;e. 出厂编号;f. 检验人员及检验负责人签章。 产品使用说明书应包括下列内容: a. 制造厂名;b. 用途和主要性能规格;c. 作用原理和结构说明;d. 标有主要外形尺寸和连接尺寸的安装图;e. 主要零件材料;f. 维护、保养、安装和使用注意事项;g. 可能发生的故障和办法;h. 附件清单。





技术支持:s797.com