以下的护栏专业厂家视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:张家口蔚县护栏专业厂家的图文介绍
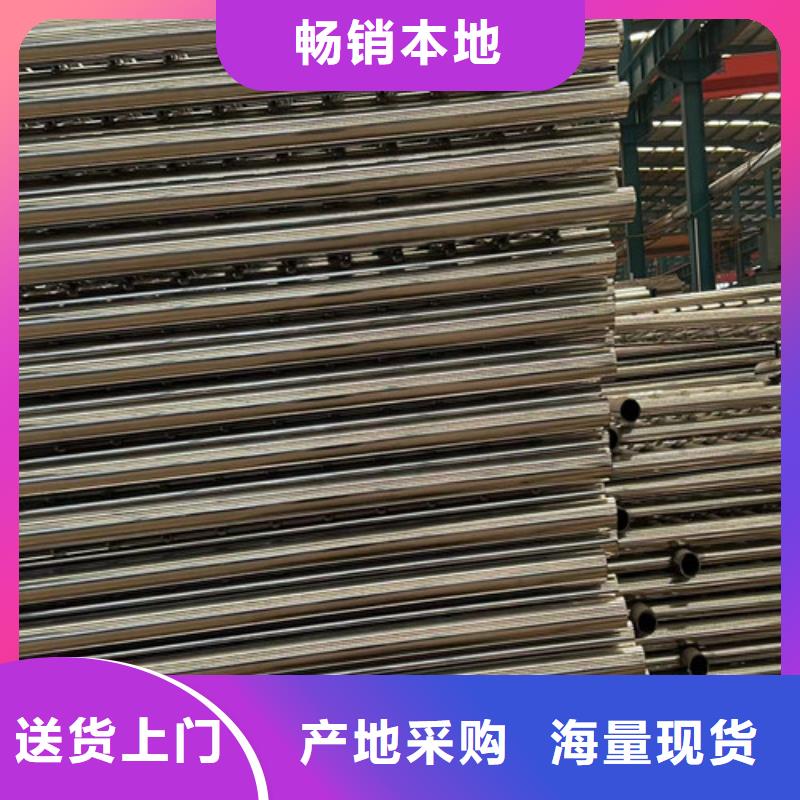
产品特点图

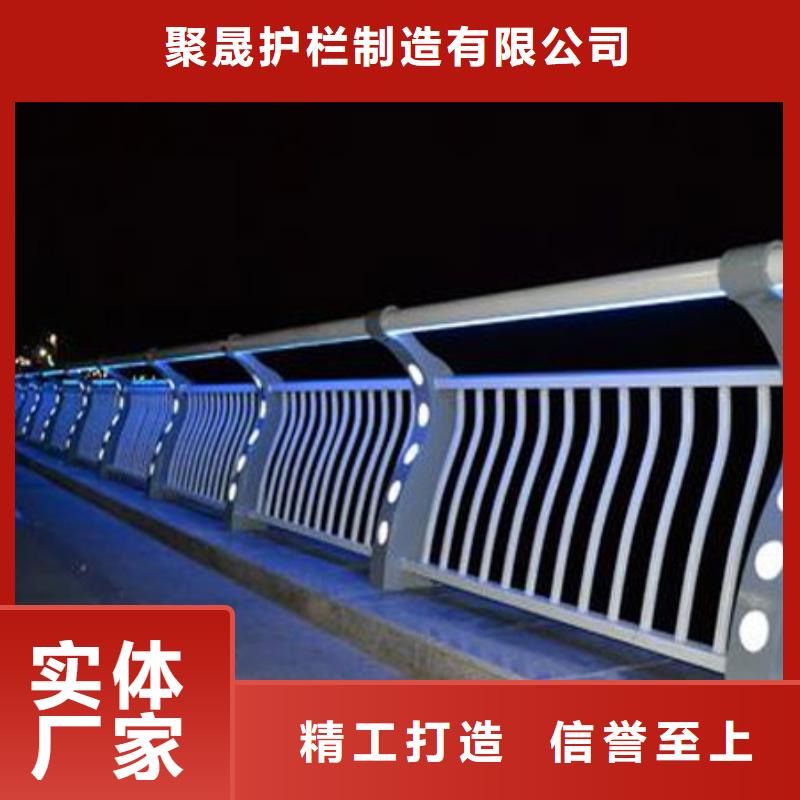
这是一种以数根施加了初拉力的缆索固定于支柱上的结构,它主要依靠缆索的拉应力来抵抗车辆的碰撞吸收能量。缆索在弹性范围内工作,基本上不需更换。这种护栏形式美观,车辆行驶时没有感,但视线诱导效果差。半刚性护栏一般指的一种连续的梁柱式护栏结构。 这是一种用支柱固定的梁式结构,依靠护栏的弯曲变形和张拉力来抵抗车辆的碰撞。梁式护栏按不同的结构可分为W型波形梁护栏、管梁护栏、箱梁护栏等数种。它们均具有一定的刚度和韧性,通过横梁的变形吸收冲撞能量,损坏部件容易更换,具有一定的视线诱导作用,外形美观。 锌钢护栏刚性护栏一般指的是一种基本不变形的护栏结构。这是一种具有一定断面形状的水泥混凝土墙式结构,依靠汽车爬高、变形和摩擦来吸收碰撞能量。刚性护栏在碰撞时不变形,几乎不会被损坏,维修费用很低,但对车辆行驶有感,在寒冷地区使用容易积雪。 十年前,现代护栏业逐步引入国内,那时基本上是为客户加工,低廉的材料和人工,简单的生产工艺,以极低的价格销往国外。充当了中间商的角色,一时国人以出口此类产品,赚取引以自豪。护栏、丝网类产品成为了海外的产品。

适用范围


聚晟护栏制造(张家口市蔚县分公司)坐落于开发区工业园,欢迎惠顾! (1)专业销售批发,品质价格合理,减少中间环节让利一线客户! (2)客户可以随意挑选自己所需 (3)所售产品,公司负责质量跟踪,为您排除后顾之忧!本公司产品有: 【中央分隔栏】等。我公司凭着合理的价格销售给每个客户,让您用得省钱又放心。我公司实力雄厚,保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。



为什么选择我们

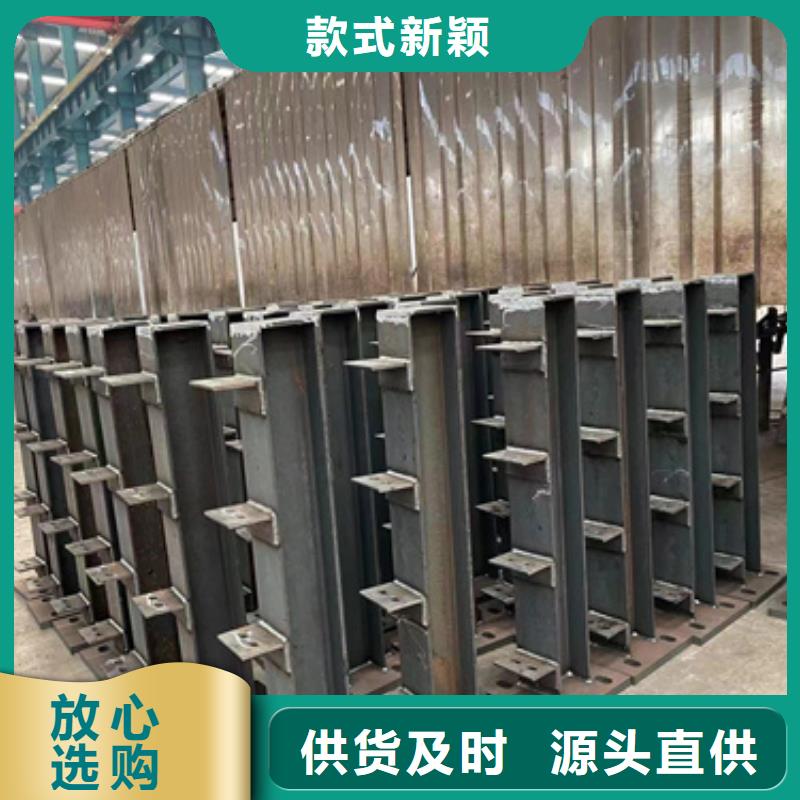
不锈钢复合管护栏的不锈钢复合管为什么经常会发生变形
不锈钢复合管焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,不锈钢复合管通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前, 的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着 次和第二次世界大战开战,不锈钢复合管对军用器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。
不锈钢复合管的压力是比较大的,而且它不容易变形,色泽又是比较光亮的,对于不锈钢复合管的各种的耐磨性能比较好,各种的应用都是比较广泛的。不锈钢复合管虽然是比较坚固,也是比较耐用,但是它在使用中还是出现了很多的问题的,比较常见的就是不锈钢复合管变形,在护栏和护栏上是能看出来的,常见的不锈钢变形是一个比较重要的问题,也是影响使用和形象的一个比较重要的因素之一。
这样的一些折线,往往会贯穿,整个不锈钢复合管的纵向。而在不锈钢复合管的纵向被贯穿,在进行折叠的时候,就会出现开裂的情况。甚至有一些不锈钢复合管,在折叠之后,就直接断掉了。





 扫一扫
扫一扫